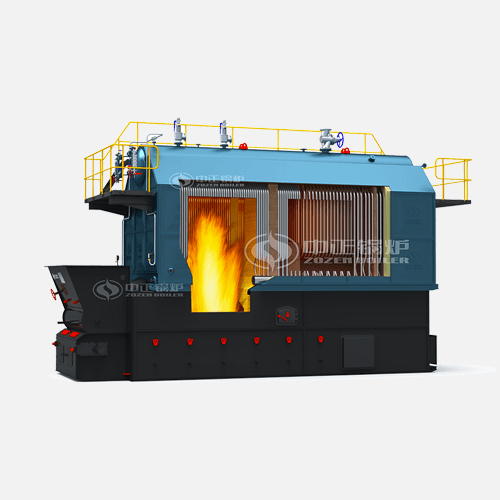
燃煤蒸汽導熱油鍋爐檢修標準 檢修步驟和準備工作
鍋爐運行中,水冷壁管和熱對流管工程爆破是較普遍的安全事故,特性比較嚴重,需停爐檢修,乃至導致死傷。工程爆破時會明顯響聲,工程爆破后有噴汽聲;水位線快速降低,汽壓、給排水工作壓力、排煙系統(tǒng)溫度均降低;火苗偏暗,點燃不平穩(wěn)或被吹滅。產(chǎn)生過熱器的毀壞關(guān)鍵是爆管。

一、檢修的目地與基礎(chǔ)規(guī)定
鍋爐運行必須時間后,就會產(chǎn)生受力構(gòu)件和零部件損壞腐蝕,嚴實水平減少,原材料應(yīng)用限期減少,受熱面腐蝕比較嚴重時還會導致形變毀壞。如未立即維修,會危害鍋爐的安全性,經(jīng)濟形勢,因而,應(yīng)按鍋爐安全工作的規(guī)定,按時地、有方案地對機器設(shè)備開展保護性和恢復的檢修并依據(jù)機器設(shè)備的詳細情況制訂機器設(shè)備的周期時間檢修維護保養(yǎng),提升鍋爐的管理方法,常常對鍋爐開展查驗,避免長期性運作而不檢修鍋爐的狀況。
二、檢修提前準備工作中
1、停爐檢修前,應(yīng)開展鍋爐內(nèi)、外界的全方位清掃。
內(nèi)部的清掃工作 ,能用機械設(shè)備清掃法。當污垢過厚或硬實時,先加化學性質(zhì)法,完用機械設(shè)備清掃法。選用化學性質(zhì)法時,務(wù)必嚴格執(zhí)行安全操作規(guī)程,避免亂洗導致對鍋爐腐蝕損害。
機械設(shè)備清掃法就是說用手錘等專用工具和銑管器等機械設(shè)備,清除污垢。
查驗爐清掃以后的查驗是這項很關(guān)鍵的工作中。鍋爐內(nèi)部查驗的內(nèi)容給出:
(1)清垢是不是完全,特別是在對高溫處有沒有污垢殘余。
(2)查驗水位線表、氣壓表及自動控制系統(tǒng)的觸點和各移交的入口處,是不是已清理整潔,有沒有被臟物堵塞。
(3)專用工具、地腳螺栓等有沒有遺留下在里面。
(4)查驗鍋筒內(nèi)的擋板、碳酸飲料分離出來設(shè)備等安裝部位是不是恰當。
(5)查驗各零配件有耐腐蝕毀壞水平。
外界的清掃分成人工服務(wù)清掃和機械設(shè)備清掃。人工服務(wù)清掃時,針對手達不上的煙花管群和間隙處應(yīng)用吹灰方式。特別是在是對煙筒的支撐點狀況、腐蝕狀況、煙筒吊線的擰緊狀況開展查驗及維護保養(yǎng)。除此之外,對不一樣構(gòu)造的鍋爐也選用給出的獨特方式開展除灰。
(1)蒸氣浸濕法。用蒸氣噴濕后,將灰去除。
(2)浸水濕式。自來水噴霧器噴濕后,將灰去除。
(3)手洗法。應(yīng)用很多PH8—9的水開展手洗。選用那樣方式,務(wù)必不是觸碰保溫磚墻而合適手洗的構(gòu)造。
(4)別的也有噴小石子、噴剛珠等獨特清掃方式。
2、除灰工作
清掃后要消除積塵(包含排煙道內(nèi)的積塵)。除灰工作 應(yīng)留意以下內(nèi)容:
(1)在除灰以前,開啟排煙道閘板充足自然通風。先后由高溫區(qū)向超低溫區(qū)開展除灰工作 。
(2)對煙氣旋盲區(qū)區(qū)不容易超過的地區(qū)和煙筒底端等積塵處,應(yīng)需注意實際操作。
(3)剛捅出的灰不可在鍋爐周邊自來水澆。放灰處應(yīng)杜絕燃燒物。
3、爐內(nèi)及排煙道和煙筒內(nèi)的查驗;
外界清掃以后,要開展給出查驗:
(1)受熱面表面的清掃是不是完全,排煙道、煙筒內(nèi)是不是還留出爐灰煙苔。
(2)對墻體的損壞、松脫處是不是開展了修復。對煙筒的腐蝕、松脫、吊線開展維修。
(3)是不是有隔板、隔斷墻等毀壞,以至造成煙塵短路故障的地方。
(4)鍋爐本身與墻體中間的填充物、澎漲空隙處的填充,物是不是填充完好無損。
(5)對排煙道污水管、承重梁鋼梁等的隔熱安全防護對策是不是健全。
(6)鍋爐本身安裝有沒有缺點,熱變形的解決是不是健全。
(7)吹灰器的噴涌方位與安裝部位是不是恰當。
(8)門邊框、主題活動板及其充壓彈黃有沒有燒蝕、形變。主題活動板的作用是不是一切正常。
(9)排煙道板啟閉姿勢是不是靈便。
(10)墻體耐火保溫材料有沒有返潮。
(11)鍋爐本身的三通接頭、管路及支撐點的地方,有沒有泄漏印痕。
4、幾大安全性附注
閥門、氣壓表、液位計務(wù)必由國家安全部開展檢修及安全性評定側(cè)后方可應(yīng)用。
三、鍋爐本身一部分
1、鍋筒、聯(lián)箱、水冷壁和熱對流管的檢修。
(1)檢修新項目:
1)查驗鍋筒、聯(lián)箱及受熱面管內(nèi)部積垢與外界腐蝕空氣氧化狀況。
2)查驗鍋筒內(nèi)部設(shè)備及表層是不是有形變、阻塞及密封狀況。
3)查驗清除水位線表連通管和氣壓表管。
(2)檢修工藝流程:
1)開啟鍋筒手孔
①用板手和錘頭拆下來手孔蓋螺帽,開啟鍋筒手孔;
②開啟手孔后,應(yīng)在一邊安置離心風機或排風扇、自然通風水冷卻、并接上1個左右12V照明燈具行燈。
③待鍋筒溫度減少至40℃下列時,方可進人鍋筒查驗。
2)開啟聯(lián)箱手孔
①剛活扳子或錘頭拆著手孔地腳螺栓時,取著手堵蓋。
②用手電直射查驗。
3)查驗鍋筒及受熱面列管外界燒蝕空氣氧化狀況時,可在其太過位置部分開啟耐高溫層或在其耐高溫層掉下來位置開展查驗。
4)鍋筒及受熱面列管壁厚,能用超音波電子器件涂層測厚儀開展檢驗,并搞好檢驗紀錄。
5)依據(jù)查驗狀況,進行電焊焊接維修或拆換。
(3)檢修產(chǎn)品質(zhì)量標準:
1)鍋筒內(nèi)部清除整潔、不銹垢、各支管無堵塞。
2)鍋筒壁無裂紋和深度1超出2mm左右的凹坑。
3)水冷壁管與管中間,管與爐墻中間不可有結(jié)焦。
4)受熱面水管上的殼子及積塵務(wù)必清除整潔,耐高溫層包起來一部分不需清除。
5)水管燒蝕空氣氧化超出壁厚的20%時,應(yīng)拆換。
6)水管形變超出管經(jīng)的35%或凹坑超出2mm深時、應(yīng)拆換。
7)鍋爐承受壓力位置及水管電焊焊接應(yīng)合乎給出技術(shù)標準:
①電焊工務(wù)必有鍋爐壓力容器考題合格證書,焊接前應(yīng)做焊接件試件,及格側(cè)后方能施焊,焊后應(yīng)開展外型查驗。
②焊接尺寸應(yīng)合乎設(shè)計圖和加工工藝規(guī)定要求;焊接高寬比不可小于對接焊縫表層,焊接與對接焊縫應(yīng)圓潤過多。
③焊接以及熱危害區(qū)應(yīng)無裂紋、出氣孔、弧坑和焊瘤;
④電焊焊接水管不可應(yīng)用超強力電焊焊接,以降低地應(yīng)力。
⑤不可在非焊接地區(qū)打弧,如偶有打弧,應(yīng)將弧坑焊補磨去。
⑥電焊焊接時,應(yīng)采用點固電焊焊接,以二點為宜,共焊二遍,一遍要確保焊接口整潔,焊接時要用心焊透,這是決策焊接頂?shù)闹匾?,絕不允許出現(xiàn)錯口,焊肉過高或過劣等缺點。
⑦焊完后應(yīng)做給出查驗:
表層查驗:應(yīng)查驗焊接表層出氣孔、裂痕、錯口及成形欠佳等缺點。無損檢測檢測:應(yīng)開展最少為焊接長短的25%無損檢測檢測。
2、風排煙道及爐拱爐墻的檢修
(1)檢修新項目:
1)查驗風淋道,清除風室漏灰。
2)查驗鍋爐供風調(diào)風設(shè)備是不是靈便合理,及直埋導風筒生銹狀況。
3)清除輸通鍋爐后側(cè)煙花管組煙箱集灰,并查驗其燒蝕空氣氧化狀況。
4)清除煙箱流過省煤器煙塵安全通道,查驗調(diào)風設(shè)備是不是靈便合理。
5)查驗維修外置爐內(nèi)、爐拱、爐墻及外裝飾設(shè)計隔熱保溫等。
(2)檢修工藝流程:
1)開啟鍋爐右邊除灰門,清除風室漏灰。
2)開啟風淋道查驗孔,清除風淋道并查驗其生銹狀況。
3)查驗調(diào)風器機械設(shè)備組織是不是靈便合理、調(diào)風隔板損壞狀況。
4)開啟鍋爐后側(cè)排煙道、清除煙花管組煙箱集灰。
5)清除煙箱流過省煤器安全通道、檢修調(diào)風設(shè)備。
6)依據(jù)查驗狀況,維修或再次砌墻爐墻: